Vertical Machining Centers ACE CENTER MB-V series

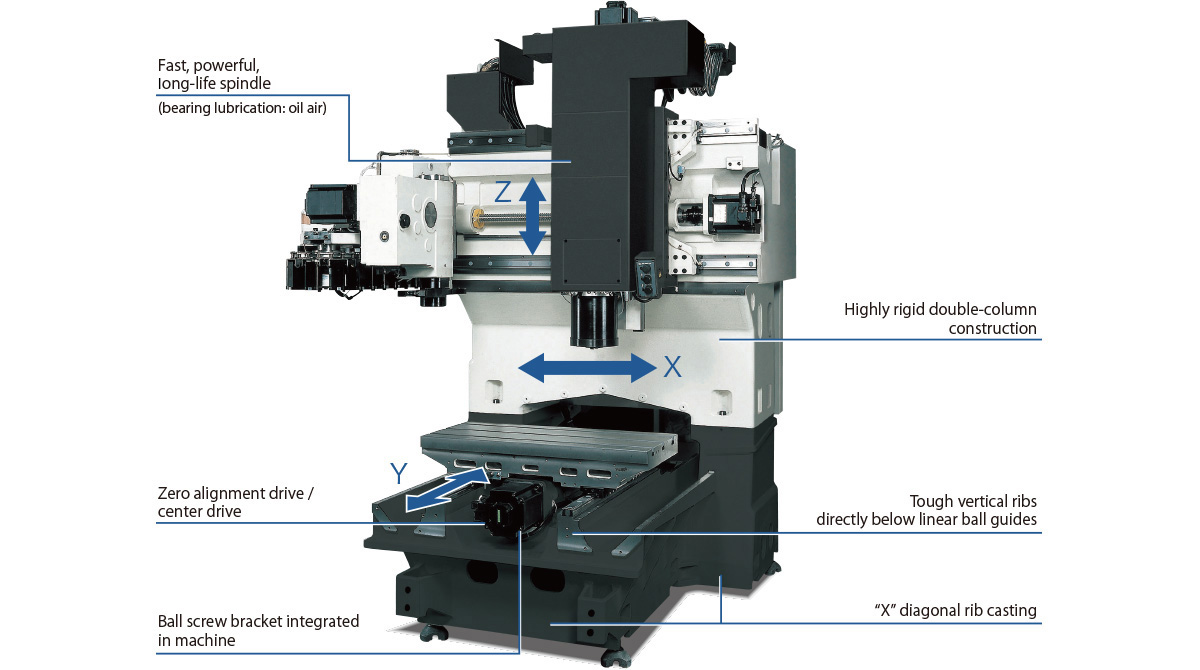
- Highly rigid construction for productivity
that exceeds expectations -
- ・Rugged machine structure developed using 3D-CAD and FEM analysis
- ・Same rugged column structure as used in our proven column machining centers
- ・Bearing bracket of feeding axis integrated into the machine
-
- Powerful spindles
provide heavy-duty cutting with ease -
- Cutting capacities
- 504cm3/min(face milling)
672cm3/min(end milling)

| Tool | Spindle min-1 |
Cutting m/ min |
Feedrate mm /min |
Width mm |
Depth mm |
Chips cm3 /min |
|---|---|---|---|---|---|---|
| ø80 face mill 8 blades (cermet) | 895 | 225 | 2,600 | 56 | 2.5 | 364 |
| ø20 roughing end mill, 7 flutes (carbide) |
3,660 | 230 | 4,300 | 4 | 20 | 344 |
| ø50 insert drill | 1,000 | 157 | 150 | - | - | - |
| Tap M30P3.5 | 318 | 30 | 1,113 | - | - | 60% (Spindle load) |
(Workpiece material: S45C)
| Tool | Spindle min-1 |
Cutting m/min |
Feedrate mm/min |
Width mm |
Depth mm |
Chips cm3/min |
|---|---|---|---|---|---|---|
| ø80 face mill 8 blades (cermet) | 895 | 225 | 3,000 | 56 | 3 | 504 |
| ø20 roughing end mill, 7 flutes (carbide) |
4,000 | 251 | 4,800 | 7 | 20 | 672 |
| ø63 insert drill | 720 | 142 | 108 | - | - | - |
| Tap M30P3.5 | 318 | 30 | 1,113 | - | - | 66% (Spindle load) |
(Workpiece material: S45C)
| Tool | Spindle min-1 |
Cutting m/min |
Feedrate mm/min |
Width mm |
Depth mm |
Chips cm3/min |
|---|---|---|---|---|---|---|
| ø80 face mill 8 blades (cermet) | 895 | 225 | 3,000 | 56 | 3 | 504 |
| ø20 roughing end mill, 7 flutes (carbide) |
4,000 | 251 | 2,800 | 12 | 20 | 672 |
| ø63 insert drill | 909 | 180 | 137 | - | - | - |
| Tap M36P4 | 106 | 12 | 424 | - | - | - |
(Workpiece material: S45C)